Maintenance process
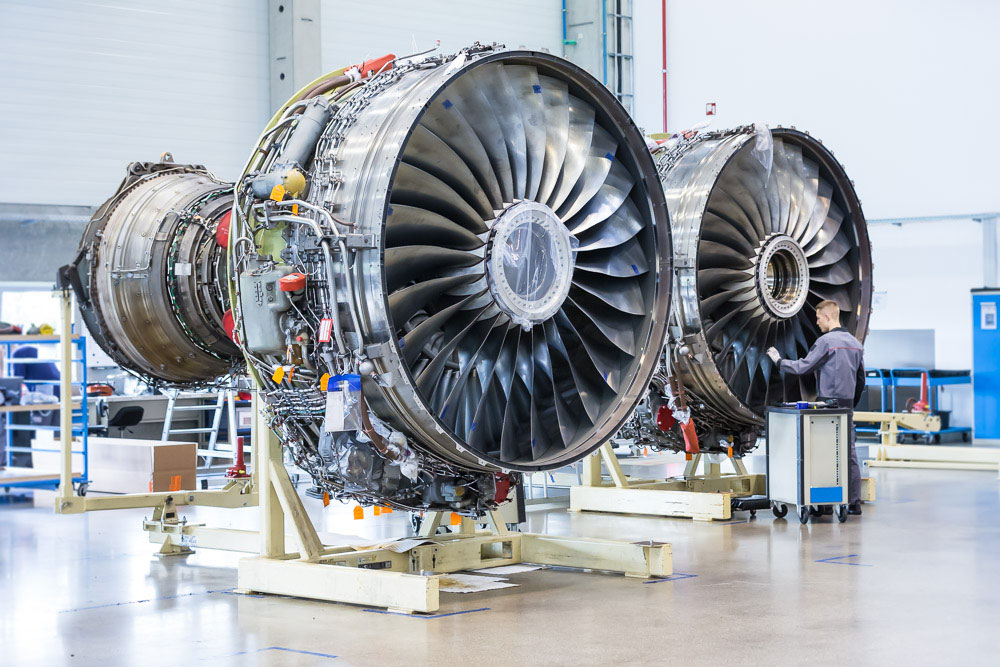
300 times around the world: Before a commercial aircraft engine is overhauled for the first time, it covers some 12 million kilometres. With experience, expertise and precision, we ensure that it continues to run reliably.

A Rolls-Royce engine has more than 15,000 individual parts. In a structured and strictly controlled process, we analyse, clean, repair or replace what is necessary and make the engine good-to-go for the next few years in reliable flight operation.
The scope of our maintenance work always depends on the customer's order. Our production planners convert these into detailed work plans after the initial inspection of the engine, taking into account the legal requirements and the manufacturing specifications.
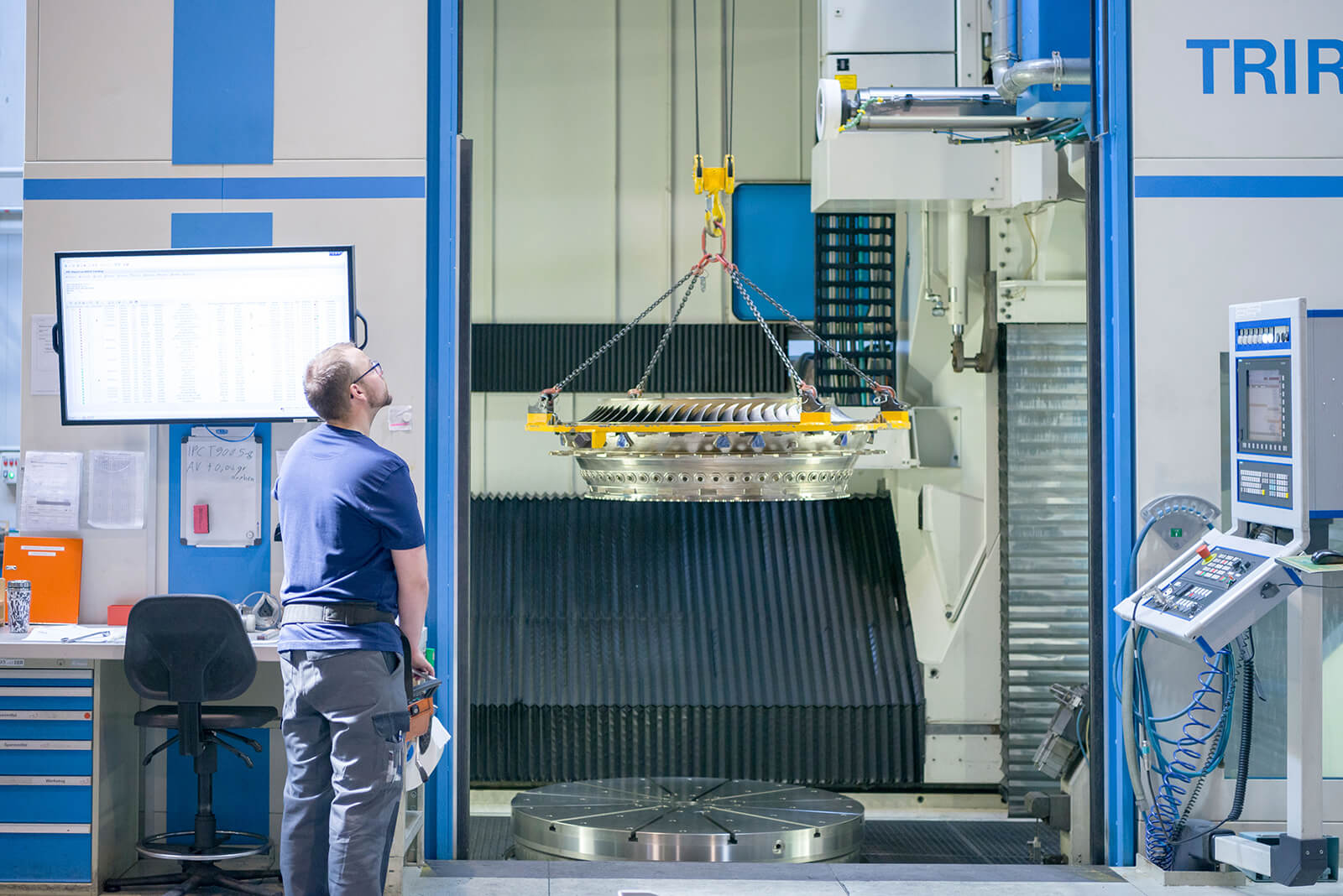
Vertical engine dismantling
In our workshop, the Repair and Overhaul Shop, the careful dismantling of each engine into its individual components takes place. During the initial inspection, the engine is first examined for any hidden damage.
Subsequently, all non-modular parts, e.g. pipes, are removed. Then a crane moves the engine to a vertical position. This vertical method, which is unique to N3, allows a material-friendly disassembly of the engine modules. The mechanics work particularly efficiently and ergonomically on all four engine types with the help of special electronically-operated lifting platforms. The modules are subsequently disassembled into their individual parts or into their module disassembly sections.


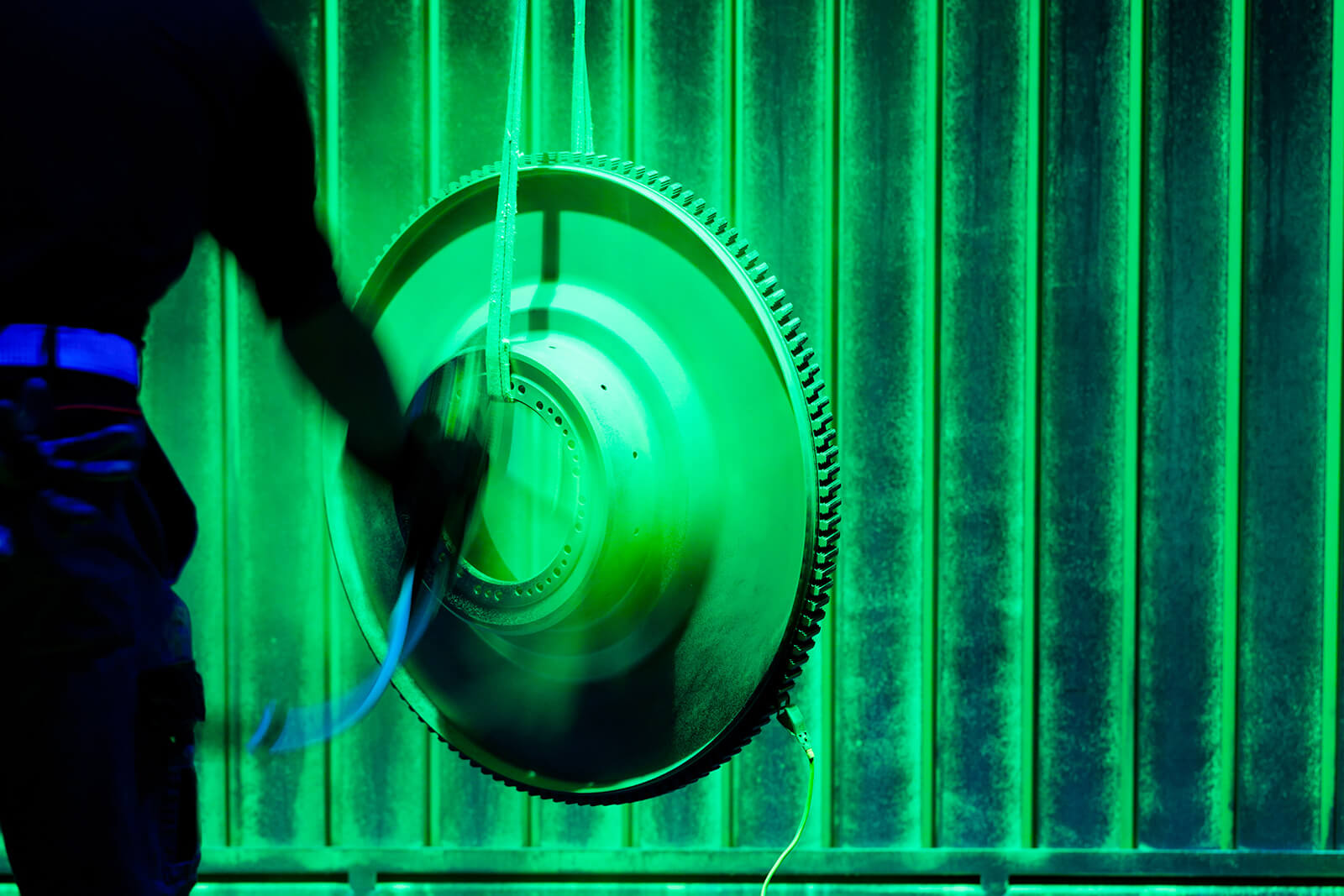
Component cleaning
The heart of the area is the cleaning plant, with a total of 28 cleaning tanks for degreasing, descaling, paint stripping and rust removal. Each tank comprises around twelve and a half cubic metres and allows components with a diameter of up to 2 metres in diameter and weighing up to 500 kg to be machined.
The entire cleaning area is sealed. The exhaust air is extracted and prepared in the cellar for reuse. The process water remains in the cleaning line and is used several times by a multi-stage rotation. The addition of several blast machines and flexible manual workstations make the individually customised cleaning of virtually all components possible.
Material testing
Following the cleaning process, our staff inspect the engine parts for any damage. Non-Destructive Testing (NDT) procedures are then used. These include, among others, Fluorescent Penetrant Inspection (FPI), Magnetic Particle Inspection (MPI) and non-destructive material testing using ultrasound (ultrasonic method).
For particularly critical engine components, such as the blades or welding seams, other methods of non-destructive testing are established: While FPI and MPI analysis are based on the evaluation of the user's experience and the trained eye, turbulent flow and ultrasonic tests provide an accurate measurement result.

Inspection
Here, all engine parts and components are compared with the permissible limits and assessed for their reusability and/or reparability. Based on the damage that is found, our staff select necessary repair processes, taking account of technical and economic aspects.
In findings reports, they document all wear patterns with the greatest degree of accuracy. If a part is intact, it is directed to the "Provision" area. If a repair is necessary, the corresponding part is transported to the N3 internal repair workshop or shipped for external processing and repair. We keep the replaced parts in our warehouse until proper disposal is available.
Repairs
In addition to the maintenance of all engine components, N3 also performs repairs up to new part quality. We also perform reliable individual repairs for international customers.
After the inspection, the decision is made whether the part has to be replaced, repaired or overhauled. Our repair planners convert each order into detailed workflows, observing the legal requirements and the manufacturing specifications. We guarantee our customers a fast and reliable implementation.
Our state-of-the-art machinery allows complex overhauls, repairs and modifications to be carried out in their entirety. Detailed information on all repair processes can be found here.

Module assembly, balancing and grinding
All parts - undamaged, new and repaired - are assembled individually for the assembly of the engine. The mechanics assemble the modules, grind and balance them, and after internal inspection pass them on to the engine assembly.
The grinding of the rotor tips by means of a high-speed grinding machine optimises the gap between rotor and stator (housing). As a result, the efficiency of the engine is improved and its kerosene consumption is reduced.
Given that even the smallest imbalances can lead to strong vibrations in the system at certain frequencies, N3 also performs the balancing of the high-speed rotating engine turbines and compressors. This will increase their service life and ultimately improve the safety of the engines.
Engine assembly and approval
The final assembly of the engine is also carried out in vertical suspension. It requires the utmost discipline, as even the slightest damage can render an expensive engine part unusable. For this reason, here at N3 we work according to the most modern quality assurance procedures: Every process and every assembled part is checked and recorded in the assembly documents. Continuous control measurements and the simultaneous execution of additional visual examinations in accordance with the principle of dual control ensure further protection.
After the assembly of the entire engine, the authorised personnel check all the maintenance steps carried out and compare them with the customer specifications, work plans and manufacturer requirements.

Engine test and shipping
The N3 test facility is one of the world's largest and most modern in an overhaul centre.
In the test cell with a cross-section of 14 x 14 metres, we check the performance of each engine, regardless of the depth of engagement it was machined at N3.
The test run is carried out under the strictest safety regulations in various stages that are stipulated by the manufacturer Rolls-Royce: It has to be proven in a precise manner that the engine has the necessary mechanical functionality and the specified performance.
Technical data of the test facility
- Cross-section of the test cell: 14 m * 14 m
- Total length: 110 m
- Height of intake tower: 23 m, Height of the exhaust tower: 32 m
- Maximum air flow: 3,600 kg/s which is equivalent to a volume of 5 detached houses
- Authorisation up to a thrust of 150,000 pounds (lbf, pound weight) / 667 kN
The test cell was equipped with sound insulation according to the latest findings in acoustics research with several damping systems.
If the engine has passed the test run, the final comparison takes place between the engine and the specifications defined by Rolls-Royce prior to the shipping, returning it to the customer.