Repair process
We carry out each repair exactly according to the requirements of our customers and their accredited specifications. We therefore guarantee that the maximum safety standards are met, along with a tailored implementation.
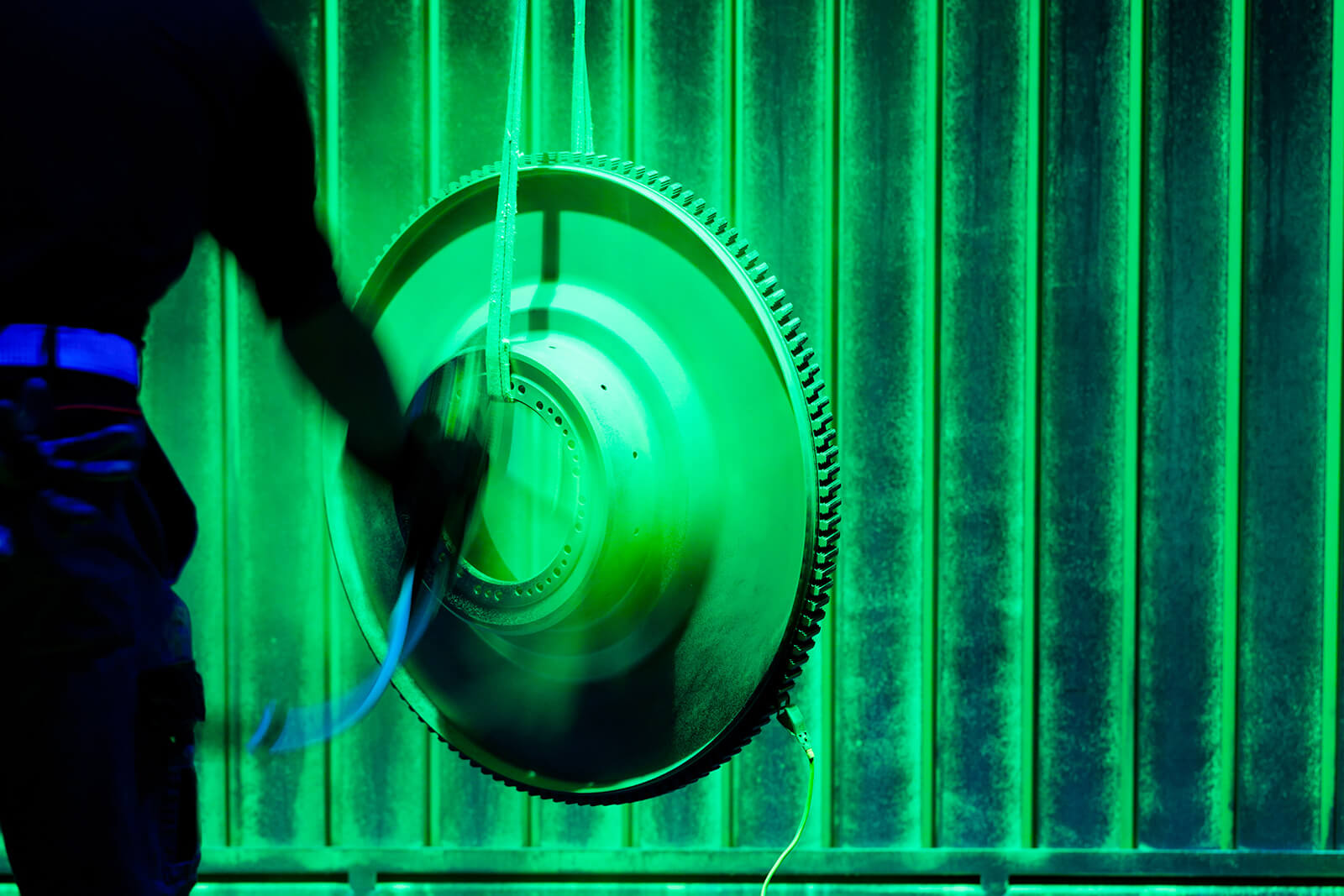
Component cleaning
The components are prepared for the next operation in our extensive cleaning system, with a total of 28 cleaning tanks for degreasing, descaling, paint stripping and rust removal. Each tank comprises around twelve and a half cubic metres and allows components with a diameter of up to 2 m in diameter and weighing up to 500 kg to be machined.
The entire cleaning area is sealed. The processing water remains in the cleaning line and is used several times. The addition of several, flexible manual cleaning stations means that the individually tailored cleaning of virtually all components is possible. Corrosion-resistant components can be vacuum packed following cleaning and are therefore permanently preserved for transport and storage.

Material testing & inspection
Following the cleaning process, our staff inspect the engine parts for any damage. In order to pinpoint the tinniest of errors exactly, we use destruction-free test processes, such as the dye-penetration inspection, magnetic powder testing, eddy current testing and ultra-sound testing. Engine parts and components are compared with the permitted limit values and evaluated in terms of their ability to be reused or repaired. All traces of wear and damage are documented very accurately in findings reports. Based on the damage our staff select necessary repair processes, taking account of technical and economic aspects.
Component painting
The primary function of surface coatings in aviation is to protect components from wear and corrosion. The flow characteristics can also be designed more beneficially thanks to improved surface quality.
Organic composite materials (polyurethane, primer) and inorganic (SermeTel) paints are applied in a total of three paint and drying plants. A dry-lubrication film protects the components permanently from external influences. After drying the coatings are fixed in heat-treatment ovens and systems for ceramic blasting.

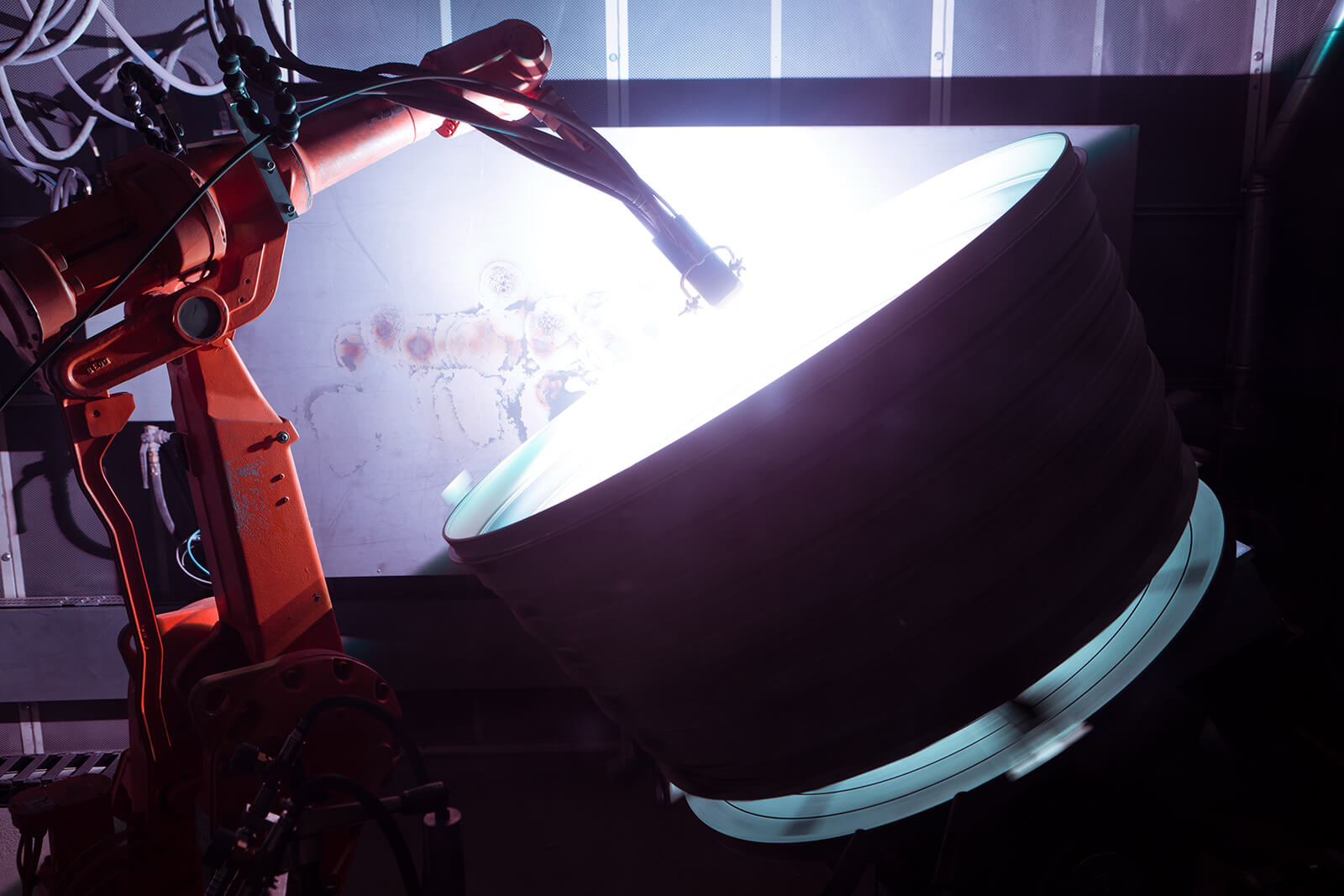
Thermal coating
Coatings made of metallic and non-metallic materials are applied on the engine parts. The coating material is partly fused on the part and blasted onto the component’s surface. The applied coatings improve the compressors’ degree of efficiency, provide protection against irreparable wear in the case of mechanical stress and from the effects of heat at high temperatures. Even the worn component sizes can be re-created.
Our systems enable the use of standard atmospheric process variants in engine maintenance. The programmable robotic handling of the spray unit and the automated component movement mean that we can guarantee a high degree of process reliability.
Mechanical final processing
It is carried out as part of welding repairs, for the final finishing of coatings following thermal coating and for improvements and modifications. We have access to a variety of the latest devices for the machine processing of components. It allows us to turn horizontally up to 1 m in diameter, turn vertically up to 2 m in diameter, 5-axis milling in the range 2 m x 1.3 m and 1.3 m, and vertical sanding of components up to 2 m in external diameter. All devices are CNC-controlled without exception and also undertake automated measurement with integrated protocol creation on the machine.
To mill the fan blade running-in layers on the fan case to the final contour, N3 uses a processing machine developed in-house. Its modular design allows for mobile processing directly on the engine (“off wing”) and at virtually any place in the world.


Standard repairs
Manual repair
This is where, for example, the milling of smaller areas of damage, the replacement of threaded bushes, threaded inserts, stay bolts, rivets, seals and bearings are carried out. For certain damage, we use weld repairs with subsequent heat treatment.
Electric repair
All cable harnesses of the engine are checked and repaired here. Up to 1,500 m cable and 1,000 electric connections are fitted for each engine and fixed by 5,000 manually bound fastenings. The electric cables then again reliably maintain temperatures of between -80° C and 600°C.
Shot peening
The latest repair process at N3 is shot peening, a machining process for securing the component surface. The processing of engine parts using this method results in a high resistance to fatigue failures, corrosion fatigue, stress corrosion and wear.


Processing composite materials
Our plant has comprehensive equipment for carrying out surface preparation for the countless necessary repairs to composite materials, using local heating elements and options for oven heat treatment and vacuum clamping technology.
It guarantees us the maximum quality standards and adherence to our work safety requirements when using paints and adhesives, which are harmful to health.
Laboratory
The materials laboratory supports the areas of thermal injection moulding, results and tests and evaluates the layers applied in the repair of components through thermal injection moulding.
The particle analysis in filter elements also takes place on the test bench following this.
